Vacuum Dense Phase
Conveying System
Bulk bag unloading, gain-in-weight batching & dual mixer delivery for ceramics production
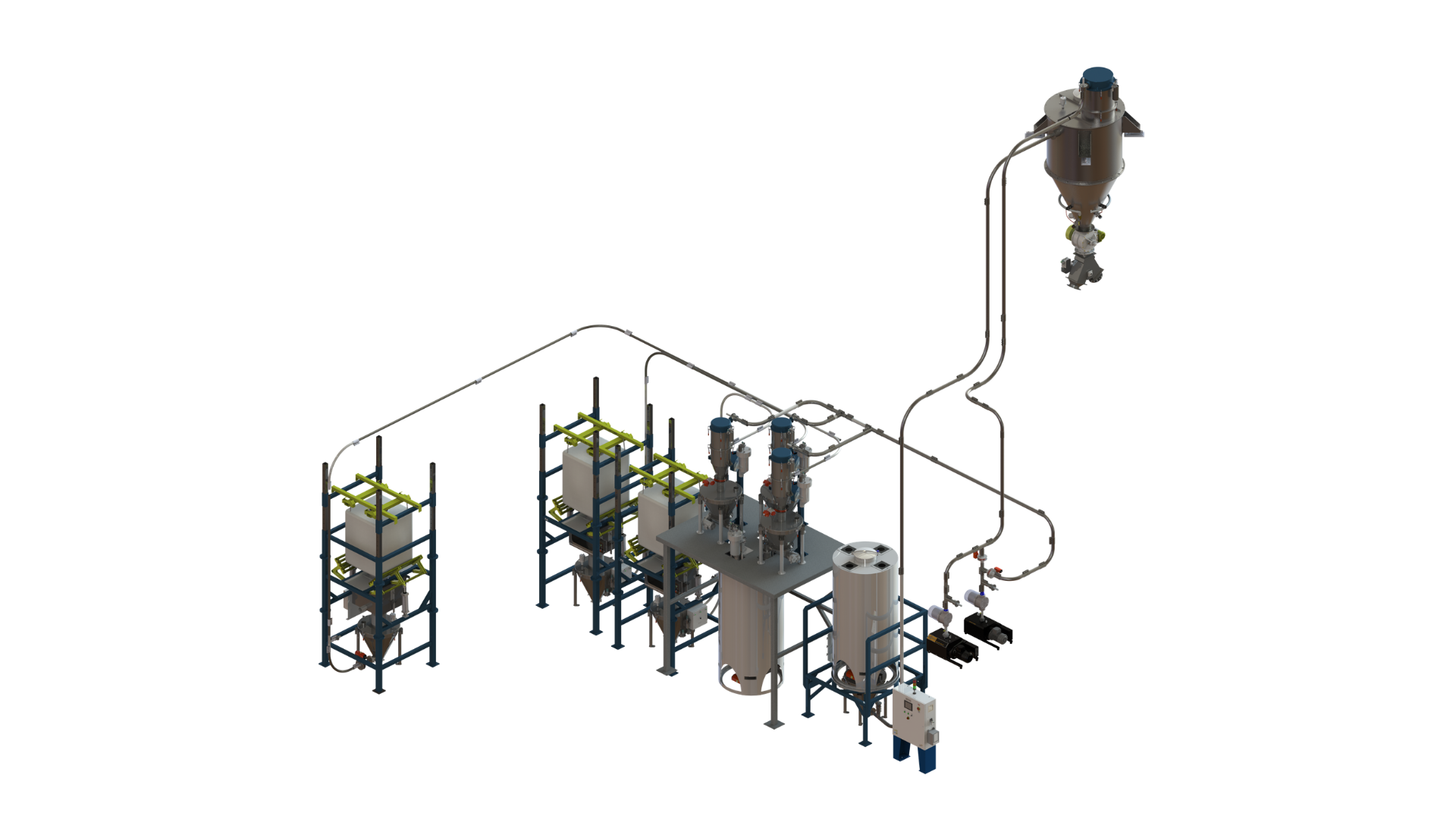

A ceramics manufacturer needed an automated, dust-free system to unload bulk raw materials, batch them by weight, and deliver precise charges to one of two production mixers. Zephyr engineered a multi-stage vacuum dense phase conveying system that takes material from bulk bag unloading through gain-in-weight batching, portable bin transfer, and a second conveying stage to a 75 cu. ft. vacuum receiver — discharging through an airlock and gravity divert valve to feed either mixer on demand.
Precise Batching & Dual Mixer Delivery
Ceramics production demands exact raw material ratios — any inconsistency in batching directly affects the quality of the finished product. The facility needed to replace manual material handling with an automated system that could accurately batch materials by weight and reliably feed two separate production mixers.
The facility needed to:
- Automate bulk bag unloading and raw material introduction into the process.
- Achieve repeatable gain-in-weight batching for consistent mix ratios.
- Transfer batched material to a second conveying stage via portable bins.
- Deliver material to a 75 cu. ft. vacuum receiver and route it to one of two mixers.
- Eliminate dust exposure and minimize manual handling throughout the process.
Multi-Stage Conveying & Batching
Zephyr engineered a complete multi-stage system to handle the full material flow from bulk bag to mixer:
Bulk Bag Unloading
Raw materials are introduced through a bag dump station with integrated dust containment, feeding material into the first vacuum dense phase conveying system.
Dense Phase Conveying to Gain-in-Weight Batching
The first vacuum dense phase system conveys material to a gain-in-weight batching station, where precise batch weights are accumulated for consistent mix ratios.
Portable Bin Transfer
Batched material is discharged into a portable bin, which is then positioned over an unloading station that feeds the second stage of the conveying system.
Second Stage Conveying
A second vacuum dense phase conveying system transports the batched material from the bin unloading station to a 75 cu. ft. vacuum receiver.
Airlock Discharge & Dual Mixer Feed
Material discharges from the vacuum receiver through a rotary airlock and gravity divert valve, routing the batch to one of two production mixers on demand.
The entire multi-stage process is monitored and controlled by a PLC-based system with full color touchscreen HMIs, providing operators with real-time visibility into system status, batch weights, and container levels from unloading through mixer delivery.
Measurable Impact
The system delivered immediate operational improvements across the facility:
Complete multi-stage system delivered as a fully engineered package — from bulk bag unloading through mixer delivery.
Gain-in-weight batching ensures accurate, repeatable material dosing for consistent mix ratios batch after batch.
Gravity divert valve enables automated routing to either of two mixers, maximizing production throughput.
PLC-based system with touchscreen HMI provides full process monitoring from unloading through final discharge.
Engineered for Your Process
Every system is custom engineered to match the unique requirements of each facility. From material characteristics and batch sizes to the number of destination points and mixer configurations, Zephyr designs a solution that fits your process — not the other way around. Our in-house engineering team works directly with your operations group from concept through commissioning.
Project Photos



Let's Engineer
Your Solution
Tell us about your material handling challenge and we'll design a conveying and batching system tailored to your production process.
Let's Connect